先日から対訳学習の2件目として取り組んでいた研磨パッドに関する特許明細書の確認が一通り終わりました。
今回はその中で、自分が初見でイメージがつかめず、また公開訳でも気になる箇所があった部分を取り上げて、訳を検討してみたいと思います。
目次
検討箇所の原文と公開訳
【原文】
In an embodiment, when the grooves 105 of the polishing layer 104 are formed during a molding process, the positioning of the resulting polishing layer 104 during formation of the polishing layer 104 in a mold can be determined after removal of the polishing layer 104 from the mold.
That is, such a polishing layer 104 may be designed (e.g., with clocking marks) to provide traceability back to the molding process.
Thus, in one embodiment, the polishing layer 104 is a molded polishing layer, and a feature included therein indicates a location of a region in a mold used for forming a resulting polishing layer 104.
【公開訳】
実施形態では、研磨層104の溝105が成形プロセス中に形成されるときに、モールド内で研磨層104を形成する際に結果として生じる研磨層104の位置決めは、モールドから研磨層104を除去した後に決定することができる。
すなわち、このような研磨層104は、成形プロセスに戻すトレーサビリティを設けるようにデザイン(例えば、クロッキングマークで)してもよい。
したがって、一実施形態では、研磨層104は、成形された研磨層であり、これに含まれる特徴は、結果として生じる研磨層104を形成するために使用されるモールド内の領域の場所を示す。
前提となる技術内容の確認
取り上げた箇所は、研磨パッドの溝付きの研磨層を作る工程に関する説明部分です。
訳を検討する前に、研磨パッドの素材、製造方法、溝の役割などを簡単に確認しておきます。
研磨パッドとは
半導体ウェハなど、材料の表面を研磨するために使われる工具です。
円形の基台に研磨面を貼り付けて、加工対象に荷重をかけつつ、研磨スラリーなどを供給しながら、研磨パッドと加工対象を載せたテーブルの両方を回転させることで研磨します。

研磨パッドの種類
研磨パッドには主に以下の3種類があります。
- 発泡ポリウレタンパッド
- 不織布パッド
- スウェードパッド
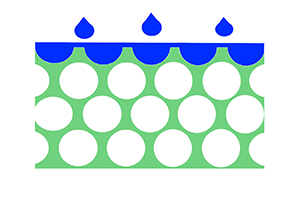
発泡ポリウレタンパッド:
発泡構造とよばれる多数の気孔をもつ構造が特徴です。
他の2種類に比べて硬質のため、一次研磨に適しています。

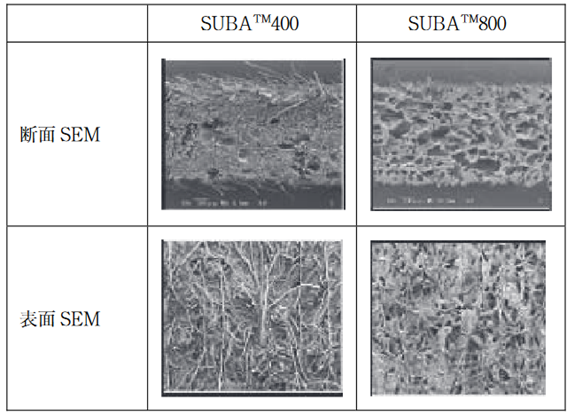
不織布パッド:
ポリエステルなどの不織布(繊維を織ったり編んだりすることなく、接着樹脂や熱などで絡み合わせた布)にポリウレタンなどを含浸したものです。
発泡ポリウレタンパッドとスウェードパッドの中間の硬さです。
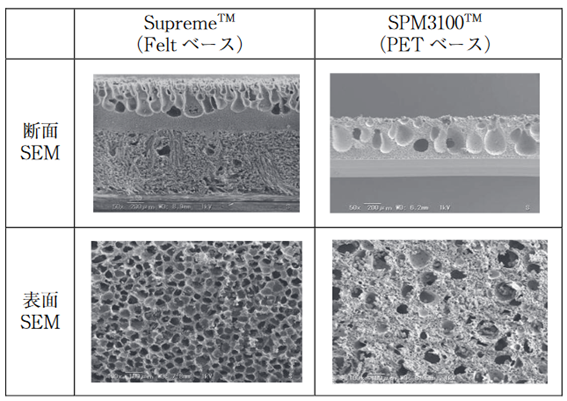
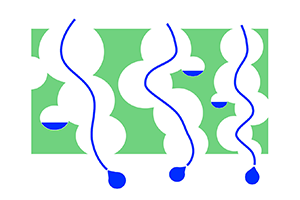
スウェードパッド:
PETなどの支持体の上にポリウレタン樹脂を塗布して水と反応させることで、NAP層とよばれる薄い層を形成したもの。涙滴型のポア(気孔)を持つのが特徴です。
軟質であり、仕上げ研磨に適しています。
研磨パッドにポリウレタンが選ばれる理由
上で見たように、研磨パッドは種類によって、硬さや気泡の出来方などに違いがありましたが、すべてポリウレタンが材料に使われていました。
このように、ポリウレタン材料は硬度、弾性、多孔性などを自在に調整できるという点が大きな特徴です。
ポリウレタンの構造
ポリウレタンは、イソシアネート(−N=C=Oの構造を持つ化合物)とポリオール(多価アルコール)との重合反応によって生成されます。

イソシアネート基のNとOはいずれも電気陰性度が高いため、両者に挟まれたCは電子不足になり、プラスの電荷に偏ります。
一方でポリオールのOH基は電子が豊富な酸素原子が求核性をもつため、イソシアネート基のC原子を求核攻撃することで、ウレタン結合が生じます。
ウレタン結合はその構造により、強靭性と柔軟性を併せ持ちます。
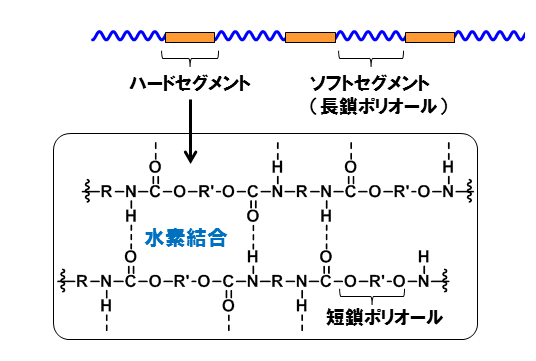
ウレタン結合は電気陰性度の大きいN原子と結合してδ+になっているH原子と、電気陰性度の大きいO原子との間で比較的強固な水素結合を生じます。
この水素結合部分が架橋点の役割を果たし、強靭性、耐摩耗性、耐熱性などの特徴が生まれます。
一方でポリオール鎖の部分は自由に回転でき、柔軟性を持ちます。
これらの硬質部分と軟質部分の割合を調整することで、材料全体としての硬度を調整することが可能になるのです。
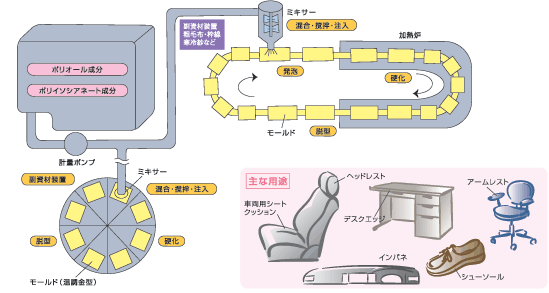
発泡ポリウレタン(ポリウレタンフォーム)の製造方法
上記で説明した研磨パッドの種類のうち、今回取り上げた明細書で主に取り上げられているのは発泡ポリウレタンパッドです。
発泡ポリウレタンは内部に多数の気泡を持つのが特徴と書きましたが、この気泡部分に砥粒を保持して効率良く研磨できるため、シリコーンウェハの研磨にはこのタイプが使われることが多いようです。
気泡には、連続気泡と独立気泡の2種類があります。
連続気泡:
気泡同士がつながっているものです。
水分や空気を通しやすく、洗剤の泡立ちがよくなるため、洗浄用スポンジなどに適しています。
独立気泡:
個々の気泡がつながっておらず、独立しているものです。
連続気泡に比べて水分や空気を通しにくく、気泡内の空気も逃げ出しにくいというメリットがあります。
ウェハ用の研磨パッドには独立気泡が多く含まれるものが好まれます。
これらの気泡を作るには、化学発泡と物理発泡の2つの方法があります。
化学発泡:
先ほどウレタン結合の形成について説明しましたが、上述の反応と同時進行で、イソシアネートと水とが以下のように反応します。
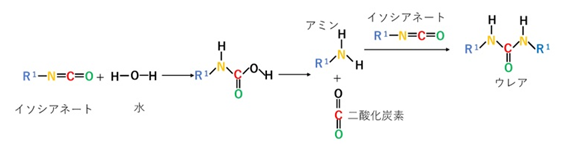
この反応で生じる二酸化炭素により、気泡が形成されます。
物理発泡:
ビーズ状の発泡剤を使う方法です。
発泡剤の例としてはペンタンが挙げられます。
ペンタンは約36℃と沸点が低く、ポリウレタン原料に混合して蒸気をあてると、気化したペンタンが膨張してポリウレタン内部に気泡を形成します。
さらに、発泡ポリウレタンの成形方法には主に、スラブ形成とモールド形成があります。
スラブ成形:
成形時に型を使わずに加熱器に流し込み、出来上がったスラブ(平板)状の発泡ポリウレタンを製品に合わせた形状に切断加工する方法です。
コストが抑えられるというメリットがあります。
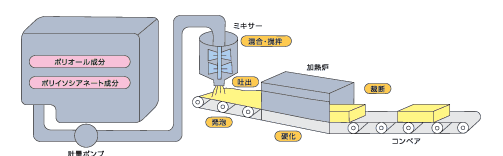
モールド成形:
モールド(型)の中に原料を流し込んで加熱膨張させることで、決まった形に仕上げる方法です。
モールドを用意するためのコストはかかりますが、形状設計の自由度が高いのがメリットです。
研磨パッドの溝の役割と種類
CMPプロセスで使用される研磨パッドの多くは、写真のように表面に溝がつけられています。

研磨パッドに設けられる溝には、主に次のような役割があります。
- 加工対象の中心部までスラリーを行きわたらせて均一な加工を可能にする
- 研磨屑を効率良く排出してスクラッチを抑制する
溝がなかった場合、研磨パッドは加工対象と密着してしまい、また回転運動による遠心力も受けるため、中心部にスラリーが入り込みにくくなってしまいます。
さらに、溝がないと加工中に生じた研磨屑が表面に残りやすくなり、加工対象の表面に傷を生じてしまいます。
溝には下図に代表されるような様々なパターンがあります。
XY格子パターンの場合は縦横の溝を使ってスラリーを均一に行きわたらせる点で特に効果的だったり、放射状パターンの場合は研磨屑の排出に優れていたり、といった違いがあるため、重視する効果に合わせてパターンが選択されます。
いくつかのパターンが組み合わされたり、同じパターンの中でも溝の幅や深さ、溝同士の距離などに変化がつけられていたりする場合もあります。

明細書の訳を検討
前提となる知識を一通り確認したので、明細書の該当箇所を読んで訳を考えていきます。
原文の内容を確認
【原文】
①In an embodiment, when the grooves 105 of the polishing layer 104 are formed during a molding process, the positioning of the resulting polishing layer 104 during formation of the polishing layer 104 in a mold can be determined after removal of the polishing layer 104 from the mold.
研磨層104の溝105について、are formed during a molding processということなので、上で見たモールド成形を行っているということのようです。
the resulting polishing layer 104 について、resultingは「結果として生じる」などの意味を持ちます。
どう訳すとしっくりくるかが難しいところですが、ここでの意味としては、「溝パターンを成形すると、その結果として、溝付きの研磨層ができあがる」ということかと考えます。
after removal of the polishing layer 104 from the mold というのは、成形が終わってモールドから取り出すということかと思います。
研磨層104をモールド内で成形している間のpositioningについて、モールドから取り出した後でdetermineすることが可能だ、と書かれていますが、どういうことかこの分だけでは今一つはっきりしないので、もう少し先を読んでみます。
【原文】
②That is, such a polishing layer 104 may be designed (e.g., with clocking marks) to provide traceability back to the molding process.
前文を That is(すなわち)で受けているので、先ほどの文章でよくわからなかった点がもう少し分かりやすく書かれているのかなと期待して読みます。
例えば clocking marks を使って、traceability を提供してもよい、ということがかかれています。
traceability(トレーサビリティ、追跡可能性)とは、「Trace(追跡)」と「Ability(能力)」を組み合わせた言葉で、各プロセスでその製品がどこでどのように作られたかということを管理して何か問題があった際に原因を早期に突き止めて影響を最小限に抑えられるようにする製品管理の仕組みです。
製品がたどってきた工程を後から遡るトレースバックと、その製品の後の工程を追跡するトレースフォワードがあります。
この明細書では、研磨層104のモールド成形工程に遡ることができるということが書かれています。
clocking marksについては辞書を引いても出てこなかったのでGoogleで画像検索してみましたが時計の絵が出てくるだけでよくわかりませんでした。
そこで特許庁DBで「クロッキングマーク」で検索すると、研磨パッドの製法に関して米国企業の出願が数件ヒットしました。
その中で手掛かりになったのが以下の図と説明です。
clocking feature which provides pad fabrication information and/or alignment information for polishing or for adhering a pad to a platen
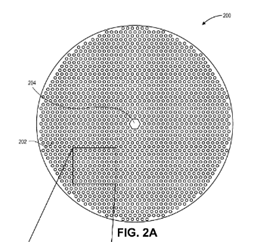
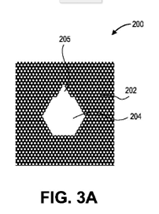
FIG.3AはFIG.2Aの中心の穴を拡大したもので、この六角形の穴の上辺についている△がclocking feature(クロッキングマーク)だと書かれていました。
また上の説明文を読むと、
「パッドの製造情報および/または研磨のための配置合わせの情報やパッドをプラテンに接着するための情報を提供するもの」ということのようです。
今回検討している特許明細書の記述はトレーサビリティに関するものなので、パッドの製造情報という点が重要になりそうです。
【原文】
③Thus, in one embodiment, the polishing layer 104 is a molded polishing layer, and a feature included therein indicates a location of a region in a mold used for forming a resulting polishing layer 104.
a feature included thereinのfeature は、先ほどクロッキングマークに関して別の特許を調べたときにclocking feature という語が使われていたように、ここではmarkと同等の意味で使われているのではないかと思います。
また a location of a region in a mold used for forming a resulting polishing layer 104について、最初は1つのパッドに1つのモールドが対応していると思っていたので region というのがよくわかりませんでした。
しかし、1つのモールドで何枚かのパッドを成形すると考えれば意味が通りそうです。
例えば、下の写真はお菓子作り用の型の例ですが、
このように複数の製品を一度に成形できるような型であれば、この中のどの場所で成形されたかというのが a location of a region の意味になりそうです。
それぞれのregionに対応して、△とか□とか異なるマークがつくようになっていれば、型から出した後でも、どの型で作られた製品かを特定できるということではないかと推測しました。

第一文の訳
以上を踏まえて、公開訳を参照しながらまず第一文の訳を考えてみます。
【公開訳】
①実施形態では、研磨層104の溝105が成形プロセス中に形成されるときに、モールド内で研磨層104を形成する際に結果として生じる研磨層104の位置決めは、モールドから研磨層104を除去した後に決定することができる。
この部分の公開訳で気になったのは、
・「位置決め」を「決定する」という日本語のコロケーション
・determineを「決定する」と訳した点
・「removal」を「除去」と訳した点
です。
まず removal ですが、
日本語で「除去」というと、「不要なものを排除する」というイメージが出てしまいます。
ここではモールドから研磨層を排除するということではなく、モールドから研磨層を「取り出す」ではないかと思います。
determine については、
この後の文章を読むとでトレーサビリティに関する文脈だということが分かります。
またpositioningは辞書を引くと「位置決め」という訳が出てきますが、モールド内のどのregionにあったかということを示していると思われます。
そこで、positioning と determine とをあわせて、「位置を特定する」という訳がよいのではないかと考えました。
以上をふまえて、第一文の訳を次のように考えてみました。
【試訳】
①一実施形態では、モールド成形工程において研磨層104の溝105が形成される際に結果的に出来上がる研磨層104のモールド内での位置は、研磨層104を該モールドから取り出した後に特定することができる。
第二文の訳
【公開訳】
②すなわち、このような研磨層104は、成形プロセスに戻すトレーサビリティを設けるようにデザイン(例えば、クロッキングマークで)してもよい。
この部分で気になったのは、「成形プロセスに戻すトレーサビリティ」という部分です。
トレーサビリティというのは、上で書いたように製品に不具合などがあった場合に前の工程に遡って原因を突き止めることができるような仕組みのことなので、「成形プロセスに戻す」というと、同じ工程を繰り返すことになってしまい、意味が変わってしまうのではないかと思います。
よって、第二文は以下のように訳してみました。
【試訳】
②すなわち、このような研磨層104は(例えば、クロッキングマークを使用して)モールド成形工程にトレースバックできるようにデザインしてもよい。
第三文の訳
【公開訳】
③したがって、一実施形態では、研磨層104は、成形された研磨層であり、これに含まれる特徴は、結果として生じる研磨層104を形成するために使用されるモールド内の領域の場所を示す。
ここで気になったのは feature の訳です。
「特徴」というとある特定の性質といった抽象的なもののイメージがあります。
ここではクロッキングマークが例示されていたように、製品情報を示す具体的なラベルやマークなどを想定して「目印」などとした方がぴったりするのではないかと考えて、以下のように訳してみました。
【試訳】
③したがって、一実施形態において、研磨層104はモールド成形される研磨層であり、研磨層につけられる目印により、結果的に出来上がる研磨層104の形成に使用されたモールド内の領域の位置が示される。
9/15(日)~ 9/19(木)
学習時間:合計38.75H
・橋元の物理(58)~(63)
・研磨パッドに関する特許明細書の対訳学習
課題)
・次回はCMP後の洗浄に関する特許の対訳学習を1件、その後リソグラフィ関連の特許に進む予定




コメントを残す