先日は鋼の状態変化に関して調べたので、関連する共析というキーワードで引っかかってきた、半導体におけるはんだ付けに関する特許を読み始めました。
まずは、はんだ付けの基礎知識から調べています。
はんだは、スズとその他の金属の合金です。
電子機器のはんだ付けに使われるはんだの種類は大きく分けて以下の2種類です。
・共晶はんだ
・鉛フリーはんだ
共晶はんだはスズが40%程度で鉛が60%程度でできています。
鉛フリーはんだは名前の通り鉛を使用せず、ほとんどがスズで、わずかにAgやCuが含まれています。
共晶はんだの「共晶」は、冷却の過程で一つの相のみの融液から、二つ以上の固相が生じる現象を指しています。
先日の記事で鋼のオーステナイトのみの固相が冷却していくとフェライトとセメンタイトの二つの相からなるパーライト組織になることを共析というと書きましたが、共晶の場合も二つ以上の固相になるというところは同じで、冷却前の状態が固体ではなく液体だという違いがあります。
Sn-Pbはんだの状態図は以下のようになっています。
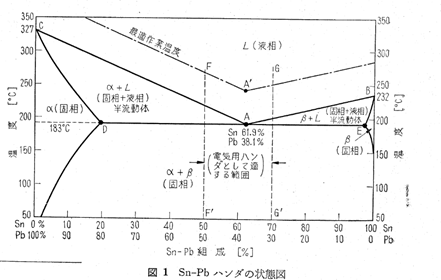
状態図からも分かるように共晶はんだの融点は180℃ほどです。
それに対して鉛フリーはんだの融点は220℃ほどと高くなっています。
共晶はんだの方が溶けやすく軟らかいため作業しやすいというメリットがありますが、主流は鉛フリーはんだに移行しつつあります。
なぜかというと、鉛は人体に有害であり、廃棄物の環境汚染も問題視されています。
これを受けて2006年7月に欧州連合(EU)でRoHS指令と呼ばれる規制により電子・電気機器への使用が制限されるようになったのを機に、各国で鉛フリーはんだへの切り替えが進んだためです。
鉛フリーはんだの方が融点が高いと言っても、はんだ付けの母材(溶接される材料)によく使われる銅の融点は1085℃程度でずっと高温です。
はんだ付けの原理は、母材の融点よりも融点の低いはんだを溶かして母材同士の間を埋めて固めることにより溶接するというものです。
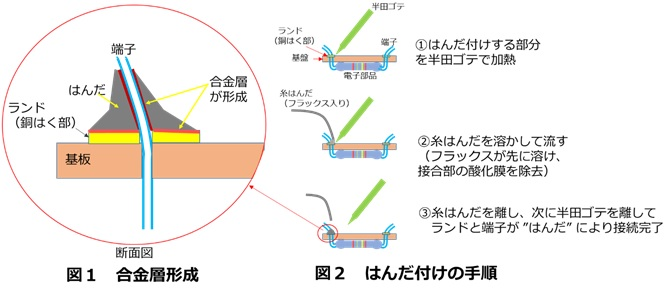
手作業でのはんだ付けは、下の写真のようなワイヤー状の糸はんだをはんだごてで溶かしながら溶接していきます。
はんだ付けする際には、フラックスというロジン(松やに)などを主成分とするものが使われます。
フラックスだけ別になっていてはんだ付けする前に塗るタイプもあれば、
ワイヤー状のはんだの中にフラックスが含まれていて、熱を加えるとフラックスが先に溶け出てくるタイプ(ヤニ入りはんだと呼ばれる)もあります。


フラックスには、
・母材の酸化膜を取り除く
・その後の酸化を防ぐ
・はんだを広がりやすくする
という効果があります。
なぜこのような効果を持つのか、という点についてはまた別にまとめたいと思います。
実際のはんだ付けの様子と詳しい解説がついているYouTube動画を見て、だいぶイメージが沸くようになりました。
ただ全部人の手で作っていたら大変だろうと思って調べたところ、私が見ていたのは挿入実装という方法の手作業でのはんだ付けだったようです。
これを機械で行ったフロー法、また別に別の表面実装という方法があるとわかりました。
今回読んでいる特許に使われているのも表面実装のリフロー法でしたが、挿入実装や手作業での工程について調べたおかげでどういう点に違いがあるのか理解しやすくなったので調べたのは無駄ではなかったと思います。
参考)
https://youtu.be/dQ7AUjb1tkA?si=re9DwL-RLcHDGqvP
https://www.jstage.jst.go.jp/article/jjws/81/1/81_45/_pdf
https://engineer-education.com/production-engineering-31_soldering/
6/17(月)学習時間:7.75H
・はんだ付けの基本的なプロセスについて
・はんだ付けについてのYoutube動画視聴
・0245酸化・還元についての講義動画を見て酸化還元の定義を復習
課題)
・フラックスと銅酸化膜の反応について
・フラックスとはんだの濡れ性の関係について
・その他の溶接方法について
・挿入実装以外のはんだ付けの方法について



コメントを残す